
松夏減震器,安全又耐用
松夏減震器,安全又耐用
咨詢電話:
17317317121(微信同號)
17317317121(微信同號)


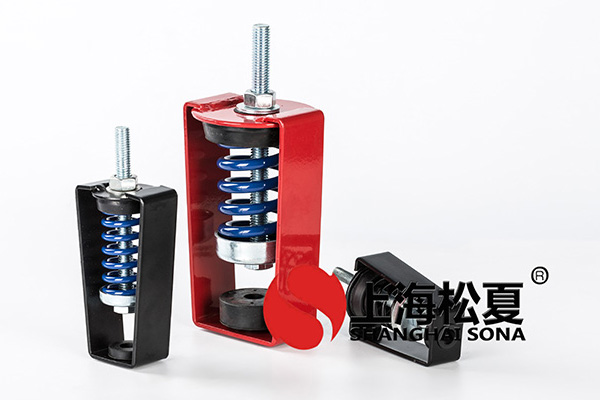
阻尼彈簧減振器ZTA-3500鍋爐用鼓風機詳細步驟
松套阻尼彈簧減振器焊接的最高溫度不同,因熱傳導需要一定的時間,所以焊接點是在不同的時間才能達到最高的溫度點,總的來看焊接的過程中,焊縫的形成是一次冶金過程,焊縫附近范圍的金屬相當于一次不同規范的加熱處理,必然會發生相應的組織與性能的變化。
松套阻尼彈簧減振器焊接時,每一處焊縫的結晶都是從熔池底壁開始向中心擴散的。因為結晶時各個方向的降溫速度不同,才會而形成柱狀的鑄態組織。結晶是從熔池地步的半融化區域開始進行的,低熔點的硫、磷雜質和氧化鐵等易偏析物質集中在焊縫區域,將影響到阻尼彈簧減振器的力學性能。 在阻尼彈簧減振器焊接時影響密封性最大的是焊接熱影響區,是指焊縫附近兩側金屬因焊接熱的作用,而發生的金相組織和力學性能的變化區域。由于焊縫附近各點的受熱情況不同,熱影響區可分為熔合區和過熱區、正火區和部分相變區等。
熔合區是焊縫和基本金屬的交接過渡區,此區溫度處于固相線和液相線之間,由于焊接過程中母材的溫度部分融化,所以也稱為半融化區,此時,融化得金屬凝固成鑄態組織,為融化的金屬因為加熱溫度過高形成過熱的粗晶,在低碳鋼阻尼彈簧減振器焊接時,焊接區雖然很小, 但是卻因為其過硬的強度和韌性都下降,而且此處接頭的兩個端面變化,容易引起應力的集中,所以熔合區在很大的程度上決定著焊接接頭的性能。

手機:17317317121
(微信同號)
地址:上海市寶山區園康路255號1號樓A區三層


